Laser Sentry
 This leading manufacturer of quality machine controls specializing in systems for the metal forming industry since 1989. Metal Tech Controls Corporation's Laser Sentry is a must have Laser Based Hydraulic Press Brake Guard.
This leading manufacturer of quality machine controls specializing in systems for the metal forming industry since 1989. Metal Tech Controls Corporation's Laser Sentry is a must have Laser Based Hydraulic Press Brake Guard.
Occupational Safety and Health Administration (OSHA) approves the Laser Sentry for use as an operator safety device on ALL Hydraulic Press Breaks.
 |
LIST PRICE: $5,350.00Complete System Includes Brackets
|
|
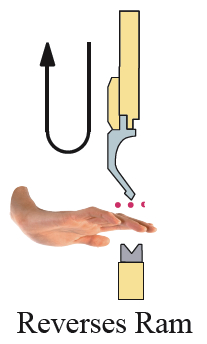 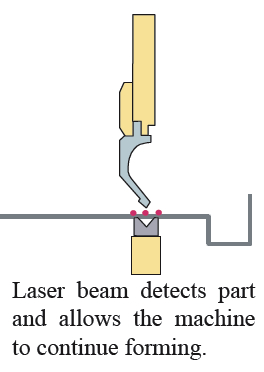 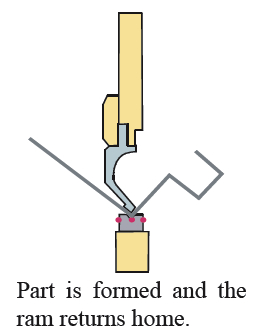 |
Laser Sentry Features:User display and keypad: Plain English interactive menu. Mode and status of all functions are displayed on the screen at all times. Comprehensive plain English error messaging. Optional wide screen portable touch panel. Personnel Protection: Three Horizontal Beams scan center, front and back of forming die, protecting front and back of the die. Beam alignment is non-converging. That is, the three beams are parallel and each has its' own receiver. The laser beams are pulsed at a certain high frequency to prevent outside light source interference and false signals. Ram Retraction: The factory default setting is for the ram to fully retract when the a laser beam is interrupted. This function may be changed to have the ram only retract until the laser beam is no longer blocked. Only the supervisor or owner password will allow access to change this function. Supervisory Control: Up to 10 operator passwords can be assigned and allows access to normal machine operations. One supervisor password is provided. The supervisor may control, change and assign operator passwords and access machine setup parameters. One master password is provided. The master password is for the owners and gives them access to everything, including changing of the supervisor password. Note: The use of passwords for operating personnel may be turned 'OFF' by the supervisor or owner. They do this fully at their own risk and responsibility. If the USER password function is turned 'OFF' any functions, such as box mode will be disabled on every start up. Machine Disable: If an operator wants to leave his machine he/she may select "DISABLE MACHINE" from the function menu and the machine will be disabled until he/she re-enters their password or another authorized password is entered, this prevents unauthorized use of the machine. Ram Position Monitoring: A non-contact, absolute linear transducer with .0025 accuracy digitally transmits via RS 485 the exact ram position to the control. Even after a power failure the control knows exactly where the ram is. In the event of a broken cable or other transducer fault the control will immediately disable the machine in a safe mode and display the appropriate error message. Wavy Material Function: In the event the operator encounters ram stops due to a wavy piece of material, they can select from the menu, "WAVY MATERIAL" by turning this function to 'ON', if the laser beam is interrupted by a wave in the material after it reaches slow speed the ram will retract until the beam is no longer broken and then stop. If the operator repeats this three times the ram will complete the forming cycle. Should the wave not be encountered after the first time the ram will continue the form. Rear Beam Interference: In the event a part or the backguage fingers interrupt the rear laser beam it may be disabled by selecting this function from the menu. Box Forming Mode: When forming box and tray shapes the front laser beam will be broken by the upturned flange once the part is rotated 90 degrees for the next bend. The front beam may be temporally muted so that the part can be formed. Turn 'BOX MODE' to 'ON' from the menu. When done forming these types of parts turn the 'BOX MODE' back to 'OFF' for the safest operating mode. Part in Die Detection: When first setting up the machine for a particular part the ram is lowered until the center beam is interrupted by the material placed on the matrix die. This exact position is recorded and becomes the known position for the material. During normal forming operation, if the part is not detected on the matrix die the machine will reverse and display the error message "NO PART DETECTED". This is to prevent the machine from cycling without a part in the die which could be a hazard because the open matrix of the die is exposed. If required to make particular parts this function may be turned OFF by the supervisor or owner. FREE CYCLE: In the event, especially during initial die setup, a part is not completely formed, the operator may press the CYCLE key on the keypad to override the PART DETECTION function. This will allow one stroke without detecting the material. If you require additional free strokes you must press the Cycle key each time. Vertical Laser Beam Alignment: When changing the forming tool you may have to reposition the laser beam so that it is 1/4" below the forming die. An adjustable steel rule is provide on both the transmitter and receiver. The steel rule is set to zero upon installation. If you put a 3" die in, you simply release the locking mechanism and move the transmitter and receiver to the 3" mark on the ruler, tighten the locking mechanism and check to see that the beams are indeed scanning 1/4" below the leading edge of the forming die. Installation: By any qualified electrical/mechanical technician. Usually takes 10 to 12 hours plus time for training. Note: Metal Tech will supply free technical telephone support during installation as long as electrical drawings are supplied to us. |
The Laser Sentry is manufactured to UL and CSA standards and is designed and built to the highest safety standards defined for machinery safety, EN954-1 Category 4 and meets the control reliability requirements of ANSI B11.19 and OSHA 1910.217. The Laser Sentry is also designed to meet CSA and EC (European Community) standards.
The laser Sentry is designed and manufactured in the USA. All components are at least UL and CSA listed, some carry a CE mark. All components except some board level parts are manufactured in the USA.
Laser transmitters:
Class II modulated visible laser diode emitter.
Beam width of 5.5 mm. at 5’ 4 mm, 10’ 5.5 mm, 20’ 8.5 mm, and 50’ 18 mm.
Environmental Rating - NEMA 6P; IEC IP67
Laser Classification - US Safety Standards 21 CFR 1040.10 and 1040.1
1; European Standards EN
60825 and IEC 60825.
Laser Receiver:
Contains a special lenses which provides detection of objects as small as .067.
The controller has two microprocessors, each programmed by different individuals. The processors jointly control and monitor the Laser Sentry functions, cross check each other and monitor the linear position transducer and laser transmitter and receiver for failure.
Two safety relays control the machines’ ram closing hydraulic valve. These relays have force-guided contacts and are checked for welded of stuck contacts before being energized.
A separate relay is provided for reversing the ram.
An additional relay is provided for parallel connection to the machines’ slow speed circuit. If the machine does not put the machine in to slow speed before reaching the surface of the material, the Laser Sentry will force the machine into slow speed.
The Laser Sentry obtains the rams’ position from a magnetostrictive transducer, which produces an absolute digital position to within .0025 of an inch. The transducer is monitored for position change when the Laser Sentry receives a ram movement signal. Should there be no change within a predetermined time the machine is immediately disabled. Should the connecting cables be disengaged the machine will be disabled within 1.5 mS.
The stop time of the machine is monitored each time the machine is stopped and then reversed. The time is checked against a predetermined time and should it exceed the preset time the machine is disabled.
The control is password protected to three levels, Operator, Supervisor and a Master. The passwords can be changed at the Supervisors or Master’s discretion. Attempts to guess passwords are prevented by allowing only 3 attempts before locking out.
Indicator lights and the screen clearly display the controls status. All user messages are in plain language. Error messages are displayed as well as suggestions for a solution.